
密炼机漏粉漏料原因排查与现场维修步骤详解
密炼机漏粉漏料原因排查与现场维修步骤详解
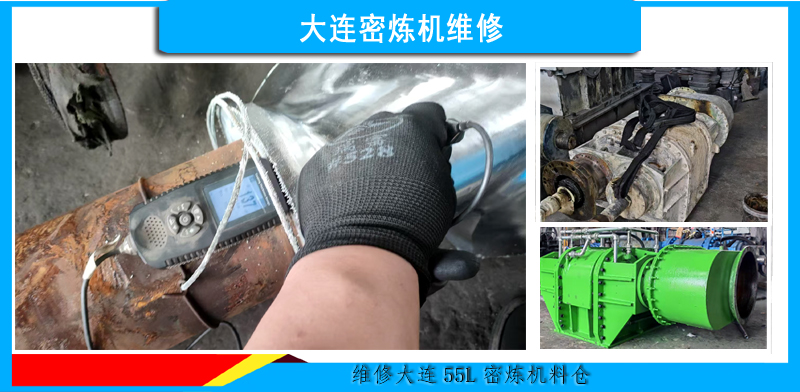
在橡胶、塑料及粉末冶金混炼工艺中,密炼机漏粉、漏料、喷粉是高频且顽固的设备故障。这不仅造成昂贵填料浪费、污染车间环境,更会因密封失效导致转子轴颈磨损,大幅缩短设备寿命,大连诚丰橡塑机械有限公司帮您排查与维修。
一、密炼机维修前必读:先搞懂“哪里漏”,再看“为什么漏”
密炼机泄漏点主要集中在三个部位,维修前必须首先区分漏点位置:
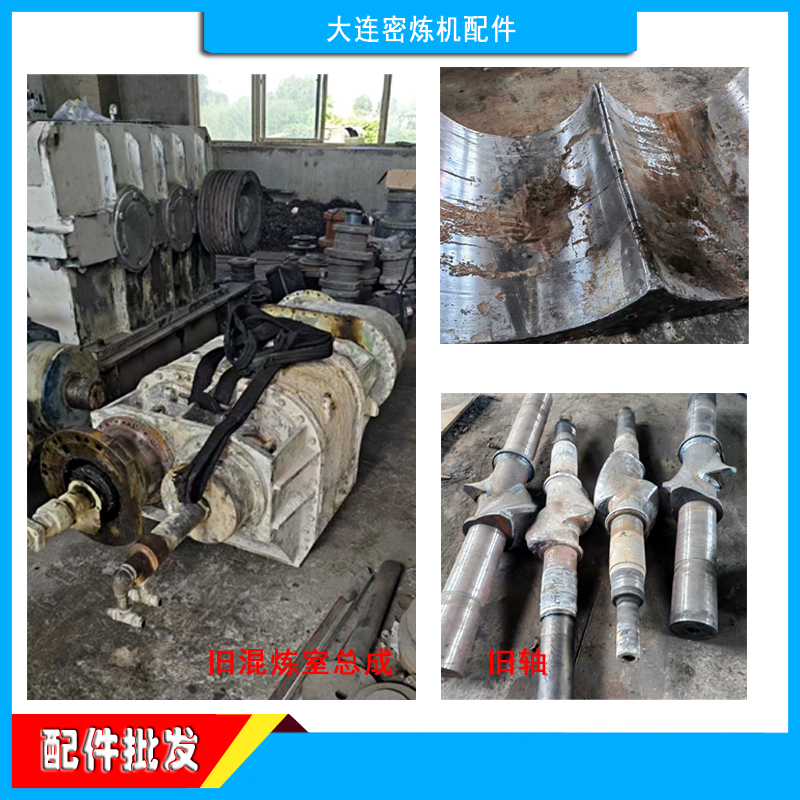
1. 密炼机转子轴端密封处(最常见):表现为转子与密炼室侧壁结合处喷粉、冒烟,混炼胶料窜出。
2. 密炼机加料斗口及滑道处:投料门关闭不严或密封条磨损,粉料外溢。
3. 密炼机卸料门周边:锁紧机构松动或密封条失效。
密炼机90%的严重漏粉集中在转子轴端密封。下文将以密炼机轴端密封为核心展开,这是维修价值最高的部位。
二、密炼机轴端密封的核心原理(了解密封结构提升维修质量)
当前主流密炼机轴端采用外压式端面接触密封,结构解剖如下:
· 密炼机合金动圈(旋转环):固定在转子端部,表面堆焊硬质合金或粘接合金环。
· 密炼机铜密封环定圈(浮动环):不旋转但可轴向浮动,材质为锡青铜。
· 压紧机构:弹簧直压式、拨叉碟簧式或液压拨叉式,作用是给定圈施加恒定比压,使其紧贴动圈。
· 润滑油膜:高压油注入两环接触面,形成油膜密封——这才是真正的“密封层”。
根本逻辑:一旦动圈与定圈之间间隙>油膜厚度,或油膜断裂,粉料瞬间喷出。
三、密炼机现场排查:按“概率排序”锁定真凶
根据密炼机维修统计,漏粉原因按发生率排序如下表:
排查顺序 故障部位/现象 根本原因 现场验证方法
1 密炼机弹簧压紧力失效(第一杀手) 4颗弹簧压力不均、碟簧疲劳、调节螺母松动 用塞尺测压盖与侧板间距;开机时弹簧处有无“吱吱”尖叫声
2 密炼机动/定圈接触面拉伤或磨损 硬质颗粒进入密封面(炭黑结块、合金碎屑) 拆检可见径向划痕;密封面失去镜面光泽
3 密炼机润滑油系统故障 油管堵塞、油泵柱塞磨损、油压建立不起 观察油压表;拆检注油口是否出油顺畅
4 密炼机合金环脱落 胶水老化或冲击脱落 停机盘车,听摩擦异响;拆检可见合金环移位或缺失
5 密炼机定圈O型圈/密封圈损坏 橡胶老化破裂 漏油与漏粉伴生;密封压盖处可见渗油轨迹
6 密炼机转子轴向窜动量超差 轴承磨损 百分表打转子端面,轴向窜动>0.5mm明显异常
密炼机漏粉维修,本质上是摩擦学与流体密封的实战应用。“调弹簧、通油路、研端面”三斧头用对,90%的漏粉问题可现场根治。
真正的难点不在于换件,而在于判断该调哪里、不该换哪里。建议建立密炼机维修档案,记录每次密炼机漏粉时的压盖位置、油压数据、弹簧压缩量——数据化的维修,才是可复制的维修。大连诚丰橡塑机械有限公司专业维护维修密炼机轴端漏粉漏粉,保障密炼机配件修复尺寸与工差,保障密炼机设备稳定运行,选密炼机维修厂家选大连诚丰。
